
天津力神张秀娟:力神先进高功率圆柱电池开发进展
近日,第四届先进高功率电池国际研讨会(CHPB-4)在苏州顺利成功召开。天津力神电池股份有限公司,圆柱电池事业部高级经理张秀娟女士做了“力神先进高功率圆柱电池开发进展”的主题发言。

大家好,非常荣幸今天来给大家介绍一下力神先进高功率电池的开发进展,我的报告主要分为四个部分,市场应用分析、设计开发关键技术、产品介绍和产线介绍。
关于市场这块前面大家都已经分享过了,包括HEV的市场,电动工具的市场大家都已经对这有所了解了,下面我们来介绍如何设计开发高功率电池的关键技术。
首先来看目前高功率电池面临的挑战,我们把它分为四个部分,一个是高容量和高功率,然后是高安全性,其次是宽的温度窗口和高的一致性,首先是高容量和高功率这块,通过刚才张总的介绍,功率容量在不断的攀升,18650从2.0安时一直到3.0安时,21的是从3.0安时到4.0安时,后边还在开发5.0安时,我们如何去开发这些容量和高功率兼顾的电池呢?首先需要原材料的不断更新,因为我们在2.0安时的时候用的材料可能是NCM的523,发展到3.0安时可能会用到高镍的材料,另外一个电极的设计方面也需要兼顾高容量和高功率,而这两点本身就是一个矛盾的点。
高安全性,无论是车用电池还是电动工具的电池,都面临着这样的问题,尤其是电动功率的电池,它是在强振动条件下工作,而且它的BMS设计相对车用比较简单,因此对于电池的安全性要求并不比车用低。
其次是高宽度温度窗口,因为电池在外界环境下工作,无论季节怎么变化对电池的高低温放电都有相同的要求,尤其是HEV电池,还有一个低温的冷启动的要求,所以电池需要适用在宽温度窗口下的大倍率放电,其次是高的一致性,我们这主要讲的是OCV和内阻的一致性,因为在大倍率条件下电池的极化会增大,所以微小的差异都会造成pack中电池差异性被放大,这会直接影响到pack的电性能和安全性能。
面对这些挑战,我们如何去解决呢?其实开发中的各项难点都与材料的选择、电池的设计和过程质量的控制直接相关,在材料选择方面、正负极导电剂、电解液,等很多方面,它都会对电池,包括高容量、高安全性等等都会有一定的影响。下面从材料选择开始看。

首先是正极材料,在正极材料方面,提升容量方面主要是从镍含量的提升去提升容量,在功率性能方面主要是缩短锂离子传输路径,我们从最初的比较大球的高镍三元,比如原来是10微米左右,可能会到5微米,当然这个是根据电池的需求设计的,如果需要的倍率更高可能这个材料会有一个真空的设计,会进一步缩短锂离子传输路径。
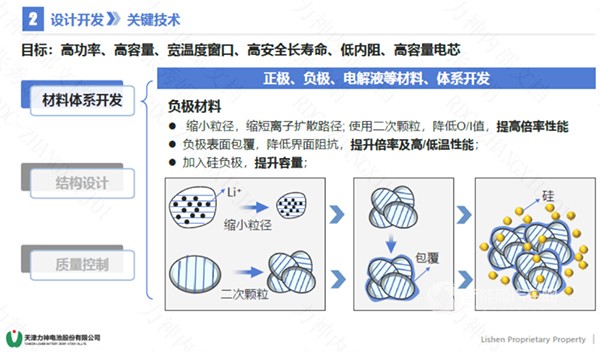
下面是负极材料,负极材料最初的理念是和正极材料一样,也是缩小路径,缩短锂离子的扩散路径。其次它有一个端面效应,所以我们使用二次颗粒来降低它的OI值,提升它的倍率性能。另外一个是在负极表面进行包覆,降低它的界面阻抗,主要是提升它的低温性能。因为它目前已经基本接近理论容量,在负极里面加一些硅能非常快速的提升容量,但是加硅之后可能负极会面临膨胀大以及前期衰减快的问题,这些在我们设计的时候都需要考虑一下。
下面是导电剂,导电剂主要是应用它的导电性和分散性,如果单纯的导电性好,但是分散性不好,它也会对电池的性能造成很大的影响,主要是内阻的一致性等,会对电池的一致性造成影响。其次是为了发挥导电剂的各种优良效果,一般是复配使用的效果,在复配使用的时候,可能对不同的材料也会选择不同导电剂的类型,比如在使用铁锂的时候可能会加入石墨烯,但是在三元的时候,因为考虑到石墨烯的位阻效应,可能会使用其他的碳管或者VGCF等去替代。
下面是电解液,在电解液这一块首先是通过溶剂的复配去拓宽温度窗口,其次是降低电解液的粘度,提升它的浸润性,这里主要是提高Li+的输送能力,从而提高功率性能,其次是添加剂的复配,来降低它的DCR,提升倍率和循环性能,这是我们做的一些测试。
最后是隔膜、壳盖等等,刚才提到安全性能的问题,我们使用薄隔膜也会提升电池容量,但是使用薄隔膜之后可能会存在一些安全问题,目前我们采用的方式是使用高孔隙率高强度的陶瓷隔膜,去提升容量的同时保证电池的倍率和高安全性能,另外还有膨胀胶带解决电池振动失效等等。还有通过壳盖优化提升安全性能,在定向爆破,或者增大气流传输面积。
除了体系材料开发,还有结构设计,我们认为电极方面提升功率性能主要是涉及到孔隙率和面密度,孔隙率提升锂离子传输能力,从而提升大倍率的性能。面密度方面,会直接影响到电解液浸润,会影响锂离子传输路径,我们保证容量前提下尽可能去降低这个面密度,有利于提升功率性能。
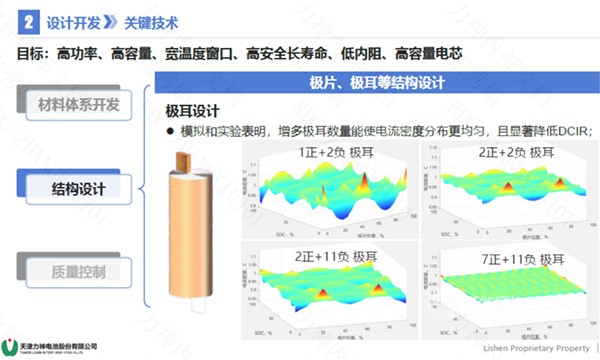
下面是极耳设计,当时也做了很多模拟,我们发现极耳增多会使电流密度分布更加均匀,而且会显著降低DCR,这是我们当时做的一些实验辅助这个模拟。而且能够特别明显提升大倍率性能,这样我们有一个80A脉冲性能,可以发现极耳越多脉冲性能提升越明显。
包括材料体系开发和还有结构的实验有很多,怎么快速验证它?我们引入了三电极技术,这样可以快速的验证。做完循环之后解剖电池发现,没有析锂的情况,效果非常好。下一步是质量控制,电池一致性方面,原材料杂质控制和批次一致性质量控制对电池一致性非常关键。另外在生产过程中质量控制,包括高度自动化,智能化,规模化减少人为的影响,也可以进一步提升电池的一致性。
下面介绍一下我们的产品,我介绍两款产品,一个是2170-3.0Ah用在HEV上面,是欧洲一个高端客户。这款电池功率密度非常大在3000W/kg,循环10C充放,500次80%,45度5C循环能达到6000次80%。这是脉冲放电和充电测试,这个是我们客户模拟踩油门和刹车时候的性能,分别能达到100A脉冲放电和70A的脉冲充电。这个是不同温度放电,模拟低温冷启动。这个是我们循环性能,目前已经接近6千次,我们还在继续。
下面是18650的3.0Ah,我们准备应用在电动工具方面。目前DCR25左右,20A循环在有温度截止的情况下达成300次70%。这个是我们的倍率性能,20A放电容量仍然能放出来95%,而且温度和电流是呈很好的线性关系的。正负极材料包括各种电解液,整个电池体系里面对电池功率性能,容量,还有各种低温性能,还有安全可靠性都是有非常大的影响。因此电池设计要考虑综合影响,并不是单一提升哪一个方面性能就会有特别对等的提升。
所以我们总结出来,合理设计,原材料精准控制,是提升产品性能的前提,还有生产过程的管控也是提升产品一致性的必要前提。最后是产线介绍,主要是苏州产线,目前产能正负极都是100万(每天),过程中都是使用智能移动物流小车,然后减少人为因素影响。
下面是我们的一个特写,苏州使用是双螺杆设备,双层涂附,这个是自动化流水线的化成,是没有人为参与的,以上就是我今天主要汇报内容,谢谢大家。
-
 原创 高颜值,长续航,再搭激光雷达:AION RT展A+王者实力
原创 高颜值,长续航,再搭激光雷达:AION RT展A+王者实力埃安第二款全球车AION RT带着给力的价格和超高的性价比而来,预售价11 98-16 98万元,新车共推出4个版本供用户选择
14小时前 -
 原创 卷就一个字,进入白热化!新款智己LS6权益价21.69万元起
原创 卷就一个字,进入白热化!新款智己LS6权益价21.69万元起2024年9月26日,上汽集团智己品牌旗下新款中大型SUV智己LS6正式上市,官方指导价21 69-27 99万元,共提供5款配置车型。作为改款车型,新车在智能化方面进一步提升,搭载灵蜥数字底盘,同时也针对设计和智驾方面进行了优化,进一步强化该车的综合实力。
16小时前 -
 11.98-16.98万!A+王者AION RT预售
11.98-16.98万!A+王者AION RT预售9月26日,埃安第二款全球车AION RT在广州开启预售,共推出520智享版、650智豪版、520激光雷达版、650激光雷达版等4个版本,预售价11 98-16 98万元。
17小时前 -
 首家电驱动越野车型技术验证!北汽BJ60雷霆通过NESTA
首家电驱动越野车型技术验证!北汽BJ60雷霆通过NESTA近日,北京汽车集团越野车有限公司BJ60雷霆(BJ2030V60MSHEV)参加新能源汽车六维电安全技术标准(NESTA)验证。充电安全、电磁安全、功能安全、高压安全、电池安全、消防安全等验证项目全部达标,并取得认证证书。
17小时前 -
 上市权益价21.69万元起 全新智己LS6正式上市
上市权益价21.69万元起 全新智己LS6正式上市9月26日,“超级爆品”全新智己LS6正式上市。全新智己LS6,是同级第一台拥有“数字底盘”和“四轮转向”的SUV,科技赋能“超百万底盘质感”;它也是行业第一台开起来像轿车般灵动的中大型SUV,让用户不必为选择SUV或轿车而纠结;它还是兼备三种全松弛模式的“全躺车”,一台全家抢着开、都爱坐的智能SUV。
18小时前
